Proces ohýbání je operace tváření kovu, která aplikuje řízenou sílu na obrobek, dokud se plasticky nedeformuje kolem matrice, trnu nebo válečku a mění svůj tvar bez odřezávání materiálu. Krátká odpověď je tato: ohýbání funguje, protože kov má pružnou zónu a plastovou zónu a každý úspěšný ohyb závisí na posunutí materiálu za mez pružnosti dostatečně daleko, aby si po odstranění zátěže udržel nový tvar, známý jako odpružení. Stroj na ohýbání pružin je zařízení určené k ovládání přesného přechodu vinutých pružin, torzních pružin a drátěných tvarů pomocí rotujících nástrojů, čepů a CNC řízených os, aby se stejný ohyb opakoval tisíckrát bez téměř žádných změn. Zbytek tohoto článku rozebírá, jak se tento proces ve skutečnosti odehrává v dílně, co odlišuje dobrý stroj na ohýbání pružin od průměrného a jak udržet konzistentní úhly ohybu během celé výrobní série.
Ohýbání není jedna jediná akce. Je to sled mechanických událostí, které se dějí ve zlomcích sekundy, a pochopení každé fáze vysvětluje, proč některé ohyby praskají, některé se pruží příliš daleko a některé pokaždé drží dokonalý úhel.
Když je na drát nebo plát poprvé aplikována síla, materiál se natáhne nebo stlačí ve svém elastickém rozsahu. Pokud by byla zátěž v tomto bodě odstraněna, kov by se zcela vrátil do původního tvaru. K trvalému ohybu zatím nedošlo.
Jak se síla zvyšuje za mez průtažnosti, vnější vlákno ohybu se trvale natahuje, zatímco vnitřní vlákno se stlačuje. Toto je skutečný okamžik, kdy proces ohýbání vytváří trvalý tvar a neutrální osa, čára uvnitř materiálu, která se nenatahuje ani nestlačuje, se mírně posouvá směrem k vnitřnímu poloměru, jak se ohyb utahuje.
Jakmile nástroj uvolní materiál, uložená pružná energie způsobí, že se ohyb mírně uvolní směrem k původnímu tvaru. Stroj na ohýbání pružin to kompenzuje přehnutím vypočítaného množství, obvykle mezi 2 a 8 stupni v závislosti na průměru drátu, pevnosti v tahu a podmínkách tepelného zpracování.
| Materiál | Typická pevnost v tahu | Průměrný Springback |
|---|---|---|
| Pružinová ocel s vysokým obsahem uhlíku | 1900 až 2200 MPa | 5 až 8 stupňů |
| Nerezová ocel 302 nebo 304 | 1300 až 1600 MPa | 3 až 6 stupňů |
| Hudební drát ASTM A228 | 2200 až 2500 MPa | 6 až 9 stupňů |
| Fosforový bronz | 700 až 900 MPa | 2 až 4 stupně |
Moderní CNC stroje na ohýbání pružin přeruší jeden cyklus ohýbání do opakovatelné sekvence. Každý krok je naprogramován jako pohyb osy a řídicí jednotka synchronizuje podávání drátu, rotaci a záběr nástroje, takže u jednoduchých forem se celý cyklus dokončí za méně než sekundu.

Ne každá operace ohýbání používá stejné vybavení nebo stejnou fyziku. Pochopení toho, kam se hodí stroj na ohýbání pružin vzhledem k ohýbání plechu, pomáhá kupujícím vyhnout se objednání nesprávného nástroje pro danou práci.
Ohýbání ohraňovacím lisem vytváří plochý plech nebo desku mezi razníkem a matricí, čímž se vytváří jeden přímý ohyb na zdvih. Hodí se spíše pro panely, držáky a kryty než pro drátěné nebo kruhové tyče.
Ohýbání válců prochází materiál třemi nebo čtyřmi válci, aby se vytvořily křivky s velkým poloměrem, které se běžně používají u válců, nádrží a konstrukčních zakřivených částí spíše než u těsné přesné geometrie.
Rotační ohýbání upíná trubku nebo trubku proti zápustce s pevným poloměrem a otáčí ji kolem této zápustky, čímž vytváří těsné poloměrové ohyby s minimálním ztenčením stěny, široce používané při výrobě automobilových výfuků a klecí.
Stroj na ohýbání pružin, někdy nazývaný CNC stroj na tvarování drátu, zpracovává tenčí kulatý drát při vysokých cyklech a vyrábí torzní pružiny, háky tlačných pružin, prodlužovací pružinové smyčky a zakázkové drátěné formy s více ohyby na díl spíše než jedním dlouhým přímým ohybem.
Vinutí cívky spirálovitě ovine drát kolem trnu, aby vytvořilo tělo tlačné nebo tažné pružiny, a často se spáruje s ohýbáním na stejném stroji, když hotový díl potřebuje jak stočené tělo, tak tvarované koncové háky nebo nohy. Na kombinovaném navíjecím a ohýbacím stroji zajišťuje stejný systém podávání a rovnání drátu obě funkce, přičemž samostatný nástroj pro rozteč řídí úhel šroubovice během fáze navíjení, než ohýbací hlava převezme tvarování konců.
Čtyři posuvné stroje přidávají horizontální tvarovací nástroje, které přistupují k drátu z více směrů, což je užitečné pro díly, které kombinují ohýbání, navíjení a zploštění v jediném cyklu. Tyto stroje jsou na horním konci složitosti výroby drátu a obvykle ospravedlňují svou cenu pouze u dílů se složitou geometrií, které nelze vyrobit na standardním dvouosém nebo čtyřosém ohýbacím stroji na pružiny.
Technické listy od různých výrobců nejsou vždy prezentovány stejným způsobem, takže pomáhá přesně vědět, která čísla ve skutečnosti předpovídají výkon v reálném světě, spíše než jednoduše porovnávat hlavní tvrzení.
| Specifikace | Typický rozsah | Proč na tom záleží |
|---|---|---|
| Rozsah průměrů drátu | 0,1 až 8 milimetrů | Nastavuje, které skupiny produktů může stroj provozovat bez přestavování celé dráhy posuvu |
| Počet řízených os | 4 až 12 | Určuje, kolik směrů ohybu a nástrojových stanic může působit v jednom průchodu |
| Maximální rychlost posuvu | 200 až 600 metrů za minutu | Přímo uzavírá teoretické části za minutu pro jednoduchou geometrii |
| Rychlost otáčení ohýbací hlavy | 300 až 1000 stupňů za sekundu | Ovlivňuje dobu cyklu u dílů s mnoha malými ohyby spíše než s jedním velkým ohybem |
| Paměť nebo ukládání programů | 50 až 500 uložených programů | Relevantní pro obchody s mnoha různými čísly dílů s častými změnami |
| Opakujte přesnost polohování | 0,01 až 0,05 milimetru | Předpovídá, jak úzkou rozměrovou toleranci může stroj udržet po dlouhou dobu |
Kupující, kteří hodnotí stroj na ohýbání pružin pro konkrétní rodinu součástí, by si měli vyžádat vzorek běhu na vlastní šarži drátu, kdykoli je to možné. Publikované specifikace popisují teoretický strop stroje, ale skutečný výkon vždy závisí na interakci mezi strojem, specifickou slitinou, temperováním a sadou cívek běžícího drátu a nástroji vybranými pro tuto práci.
Přesnost jakéhokoli stroje na ohýbání pružin spočívá v pěti podsystémech pracujících v koordinaci spíše než v jakékoli jednotlivé části. Slabý článek v kterékoli z těchto oblastí se okamžitě projeví jako nekonzistentní úhly ohybu nebo odmítnutí součásti.
Stejný program ohýbání poskytuje různé výsledky na různých drátěných materiálech, protože proces ohýbání se řídí jak metalurgií, tak geometrií stroje. Výběr správného materiálu pro aplikaci a pochopení toho, jak se tento materiál chová pod ohýbací hlavou, zabrání velkému podílu výrobních problémů ještě před jejich začátkem.
Pružinová ocel s vysokým obsahem uhlíku nabízí nejvyšší poměr pevnosti k ceně mezi běžnými materiály pružinového drátu a je výchozí volbou pro torzní, tlačné a tažné pružiny pro všeobecné použití. Vyžaduje vyšší ohybovou sílu a větší přídavek zpětného odpružení než měkčí slitiny a obvykle těží z tepelného zpracování s odlehčením pnutí po tváření pro stabilizaci hotového tvaru.
Drát z nerezové oceli, nejčastěji třídy 302 nebo 304, vyměňuje určitou pevnost za odolnost proti korozi a je vybrán pro díly vystavené vlhkosti, chemikáliím nebo prostředí, které přichází do styku s potravinami. Během tváření vytvrzuje rychleji než uhlíková ocel, takže sekvence ohybů zahrnujících několik ohybů s úzkým poloměrem ve stejném místě je třeba naprogramovat pečlivě, aby nedošlo k prasknutí.
Hudební drát, nazývaný také klavírní drát, je vysoce uhlíková ocel tažená s velmi těsnou tolerancí průměru a velmi vysokou pevností v tahu, díky čemuž je materiálem volby pro malé přesné pružiny, kde je konzistentní výstupní síla důležitější než surová velikost. Jeho vysoká pevnost znamená, že stroj na ohýbání pružin musí použít větší kompenzaci přehnutí, aby zasáhl cílové úhly.
Fosforový bronz a beryliová měď se volí, když je vedle vlastností pružiny požadována také elektrická vodivost, která je běžná u elektronických kontaktních pružin a konektorových svorek. Tyto materiály jsou měkčí než ocelové slitiny, ohýbají se při nižší síle a vykazují menší zpětné odpružení, což jim obecně usnadňuje držení pevné tolerance, ale jsou náchylnější k trvalému ztuhnutí při trvalém zatížení, pokud jsou přetíženy.
Programování se posunulo od manuálního učení metod k pracovním postupům řízeným CAD a softwarová vrstva nyní hraje v efektivitě výroby stejně velkou roli jako samotný mechanický hardware.
Nejstarší metoda programování spočívá v tom, že operátor prochází každý pohyb os na ovládacím panelu stroje a ukládá každou polohu, protože je potvrzena jako správná. Tato metoda funguje pro jednoduché součásti, ale se zvyšujícím se počtem ohybů je pomalá a náchylná k chybám.
Moderní software stroje pro ohýbání pružin přijímá 2D nebo 3D výkres hotové součásti a automaticky vypočítá pohyby os, sekvenci ohybů a odhadovanou dobu cyklu, než se program vůbec dotkne fyzického stroje. To umožňuje inženýrským týmům ověřit návrh a odhadnout potřeby nástrojů, aniž by to zabíralo čas na dílně.
Pokročilé programovací balíčky simulují celou sekvenci ohybu v softwaru a označují jakýkoli bod, kde by se geometrie drátu, nástroje nebo ohýbací hlavy srazila, ještě před spuštěním programu na skutečném stroji. Tento krok významně snížil poškození nástrojů a zkrátil čas nastavení ve srovnání s čistě manuálním ověřováním.
Obchody s vysokým produktovým mixem těží z prohledávatelné knihovny programů, protože dříve ověřený program ohýbání lze vyvolat během několika sekund, nikoli přeprogramovat od nuly, což zkracuje dobu přechodu z hodin na minuty u opakovaných objednávek.
Aby byl proces betonový, zde je ukázka toho, jak typický ohyb torzní pružiny probíhá od surového drátu k hotovému dílu na CNC ohýbačce pružin.
Operátor nebo programátor zadá délku ramene, úhel ohybu, délku těla cívky a průměr drátu do rozhraní CNC, buď ručním zadáním nebo importem CAD.
Správný průměr ohybového kolíku je zvolen tak, aby odpovídal vnitřnímu průměru pružiny, protože kolík určuje poloměr vinutého těla a případných tvarovaných ramen.
Stroj pracuje při snížené rychlosti bez odřezávání dílů, takže operátor může potvrdit, že dráha nástroje vyčistí všechna upínací zařízení před zahájením plné výrobní rychlosti.
První dokončený díl se změří proti toleranci výkresu, obvykle plus nebo mínus 2 stupně na úhlu ramene a plus nebo mínus 0,1 milimetru na délce ramene, než bude cyklus pokračovat.
Jakmile je stroj na ohýbání pružin schválen, běží nepřetržitě a často vyrábí 60 až 200 dílů za minutu v závislosti na průměru drátu a složitosti geometrie.
| Typ stroje | Opakovatelnost | Nejvhodnější objem |
|---|---|---|
| Ruční ohýbací přípravek | Závisí na operátorovi | Prototyp nebo méně než 50 kusů |
| Poloautomatická ohýbačka | Umírněné, ovládané nástroji | Malá série, 50 až 5000 kusů |
| CNC ohýbačka pružin | Vysoká, programově řízená | Výroba přesahuje 5000 kusů |
Kupující by měli přizpůsobit typ stroje skutečnému objemu objednávky, spíše než automaticky vybírat nejpokročilejší možnost. CNC ohýbačka pružin se vyplatí pouze tehdy, když úspora času na výměnu a snížení počtu zmetků kompenzují vyšší počáteční náklady , což se obvykle vyskytuje někde mezi 3000 a 8000 kusy na číslo dílu v závislosti na složitosti dílu.
K praskání dochází, když je poloměr ohybu příliš úzký vzhledem k průměru drátu nebo když je materiál mechanicky zpevněn z předchozího tváření. Zvětšení poloměru ohybu nebo žíhání polotovaru před ohýbáním řeší většinu problémů s praskáním.
Úhlový posun v průběhu výroby obvykle souvisí s opotřebením ohybového čepu, prokluzem podávacího válce nebo teplotními změnami v dílně, které mírně ovlivňují tuhost materiálu během směny.
Zjizvení povrchu se objeví, když vodicí kanály nebo ohybové čepy mají drsnou povrchovou úpravu nebo nahromaděné nečistoty, což je důvod, proč je rutinní čištění nástrojů součástí standardní údržby stroje na ohýbání pružin.
Složité díly s více ohyby se mohou zkroutit, pokud je podpora vedení drátu během ohybu nedostatečná, takže správná konstrukce přípravku a přiměřená délka vedení blízko bodu ohybu tomuto defektu zabrání.
Prvních několik dílů po studeném startu někdy vykazuje mírně odlišné úhly než zbytek běhu, protože teplota nástrojů a rámu stroje se ještě nestabilizovala. Provedení krátkého zahřívacího cyklu před první kontrolou výrobku tento efekt podstatně snižuje.
Drát dodaný z různých výrobních sérií, dokonce i stejné nominální specifikace, může nést mírně odlišnou sadu cívek a zbytkové napětí z procesu tažení. Obchody, které rekvalifikují programy ohýbání vždy, když dorazí nová šarže drátu, zachytí tuto variaci dříve, než se dostane k zákazníkovi.

Kategorie strojů na ohýbání pružin se během posledních generací produktů znatelně posunula směrem k chytřejšímu a propojenějšímu zařízení a několik trendů je nyní běžné u nákupu nových strojů spíše než u volitelných upgradů.
Tvarované drátěné a pružinové komponenty vyrobené pomocí procesů přesného ohýbání se objevují v celé řadě průmyslových odvětví, často v dílech, které si nikdo nevšimne, dokud se nepokazí.
Stroj na ohýbání pružin, který první den vyráběl díly v toleranci, nezůstane tak bez pravidelné údržby. Obchody, které sledují opotřebení nástrojů oproti harmonogramu, místo aby čekaly, až se objeví odmítnutí, konzistentně hlásí méně vyřazených dílů.
| Komponenta | Interval kontroly | Typické opotřebení znamení |
|---|---|---|
| Ohněte špendlíky a brka | Každých 50 000 cyklů | Zploštění poloměru nebo bodování |
| Rovnací válečky | Každých 100 000 cyklů | Povrchové drážkování nebo důlková drážka |
| Podávací válečky | Každých 75 000 cyklů | Prokluzování nebo snížená textura úchopu |
| Odřezávací čepel | Každých 30 000 cyklů | Tvorba otřepů na řezaném konci |
Čára procházející průřezem ohýbaného drátu nebo plechu, kde se materiál během ohybu ani nenatahuje ani nestlačuje.
Zbytkové zakřivení, které zůstalo v drátu po navinutí na cívku, které musí být odstraněno rovnacími válečky, než bude možné provést přesný ohyb.
Extra úhel, který stroj na ohýbání pružin přidává za cílový úhel, aby se zohlednilo odpružení, jakmile nástroj uvolní drát.
Pevný kolík nebo tyč, kolem které je navinut nebo ohnut drát, aby se stanovil vnitřní průměr hotového prvku.
Otočná trubka nebo objímka na ohýbací hlavě, která nese sestavu vedení drátu a ohýbacího kolíku prostřednictvím naprogramované rotace.
Progresivní nárůst tuhosti a snížení tažnosti kovu podléhá, když je opakovaně deformován, což může vést k prasknutí, pokud je drát ohýbán příliš mnohokrát ve stejném místě.
Sekundární operace, někdy prováděná na stejném stroji na ohýbání pružin, která stlačí nebo vychýlí hotovou pružinu mírně za její pracovní rozsah, aby se stabilizovala její konečná volná délka nebo úhel.
Ohýbání je specifický typ tváření, které mění tvar podél definované linie nebo osy pomocí razníku, válečku nebo kolíku, zatímco tváření je širší kategorie, která zahrnuje také operace kreslení, ražení a ražení.
Odpružení se zmenšuje s mez kluzu materiálu dělenou jeho modulem pružnosti, takže materiály s vyšší pevností, jako je hudební drát, se při stejném úhlu ohybu odrážejí více než měkčí slitiny, jako je fosforový bronz.
Běžnou výchozí směrnicí je minimální poloměr ohybu jeden až dvojnásobek průměru drátu pro většinu pružinových ocelí, i když tvrdší temperování může vyžadovat větší poloměr, aby se zabránilo praskání.
Mnoho CNC strojů na ohýbání pružin je konfigurováno speciálně pro kruhový drát, ale stroje na tvarování plochého drátu a pásu existují jako příbuzná, ale odlišná kategorie s různými vodicími a válečkovými nástroji.
Dobře udržované CNC ohýbačky pružin běžně udržují úhlové tolerance plus minus 1 až 2 stupně a délkové tolerance plus nebo minus 0,1 milimetru na standardních průměrech drátu.
Ano, tenčí drát obecně umožňuje rychlejší posuvy a rychlosti ohybu, zatímco tlustší drát nebo drát s vyšší pevností vyžaduje pomalejší a kontrolovanější ohýbání, aby se zabránilo namáhání nástroje a předčasnému opotřebení.
Jednoduché součásti mohou potřebovat pouze jeden nebo dva ohyby, zatímco složité formy drátu vyráběné na víceosých strojích mohou zahrnovat patnáct nebo více jednotlivých operací ohybu, navíjení a odříznutí v rámci jednoho nepřetržitého cyklu.
Ne vždy, ale mnoho drátěných dílů s vysokým obsahem uhlíku a hudebních drátů těží z nízkoteplotního vypalování po tvarování, které snižuje zbytkové napětí a zlepšuje rozměrovou stabilitu bez výrazné změny tvrdosti.
Ztráta přesnosti téměř vždy souvisí s opotřebením nástrojů, prokluzem podávacího válečku nebo nahromaděnou vůlí v hnacím mechanismu, které jsou všechny řešeny prostřednictvím plánovaných intervalů údržby popsaných výše v tomto článku.
Ano, většina CNC ohýbaček pružin může přepínat mezi kompatibilními materiály nastavením síly posuvu, přítlaku rovnacího válce a hodnot kompenzace nadměrného ohybu v programu, ačkoli velmi rozdílné průměry drátu mohou vyžadovat fyzickou výměnu nástrojů.
Jednoduché součásti se dvěma nebo třemi ohyby lze často naprogramovat a ověřit během jedné směny, zatímco složitá geometrie s více ohyby s úzkými tolerancemi může trvat několik dní programování a první iterace výrobku, než bude uvedena do plné produkce.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJENÍ PRUŽIN ...
Zobrazit podrobnosti
TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJENÍ PRUŽIN ...
Zobrazit podrobnosti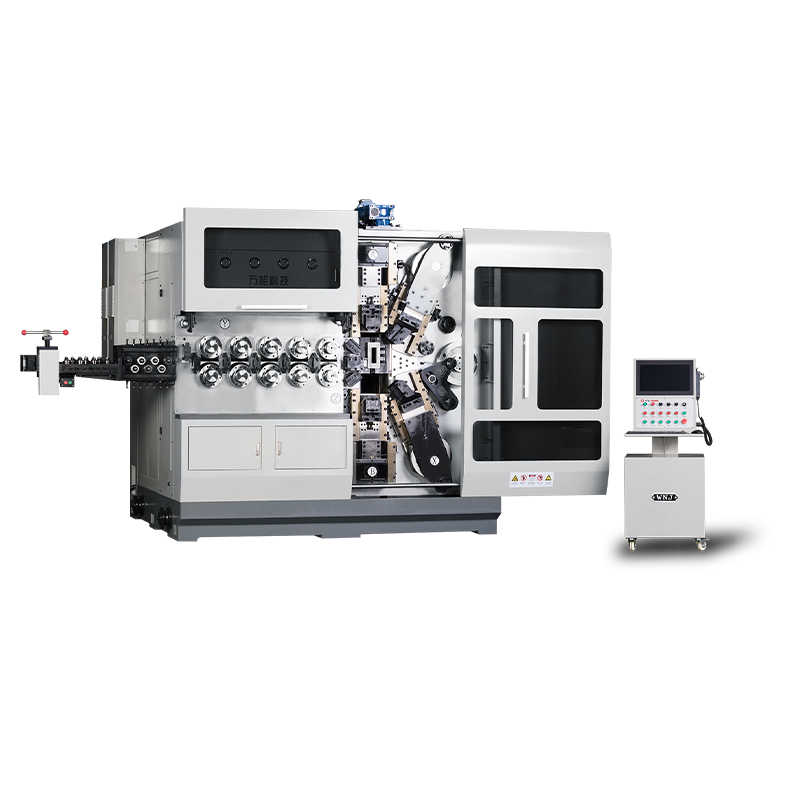
TK12120 TK-12120 12OSÝ CNC STROJ NA NAVÍJENÍ PRUŽIN ...
Zobrazit podrobnosti
TK-6160 TK-6160 CNC PRUŽINOVÝ STROJ ...
Zobrazit podrobnosti
TK-6120 TK-6120 CNC PRUŽINOVÝ STROJ ...
Zobrazit podrobnosti
TK-5200 TK-5200 5AXES CNC STROJ NA NAVÍJENÍ PRUŽIN ...
Zobrazit podrobnosti
TK-5160 TK-5160 5OSÝ CNC STROJ NA NAVÍJENÍ PRUŽIN ...
Zobrazit podrobnosti
TK-5120 TK-5120 5AXES CNC STROJ NA NAVÍJENÍ PRUŽIN ...
Zobrazit podrobnostiMobilní QR kód
 Jazyk
Jazyk 

